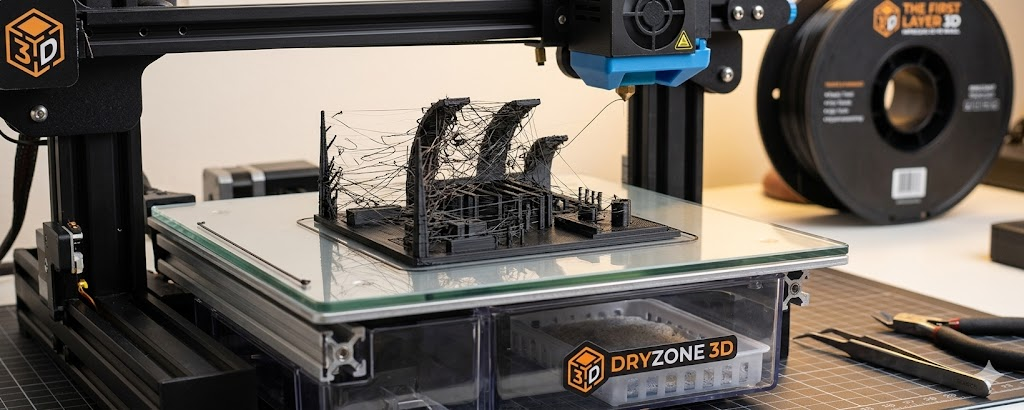
Se você imprime há algum tempo, com certeza já tirou uma peça da mesa que parecia ter saído de uma casa de marimbondos, cheia de teias de aranha e fiapos plásticos. Esse fenômeno é conhecido no mundo maker como stringing (ou infiltração).
Além de estragar a estética da peça, perder tempo limpando esses fiapos com soprador térmico ou estilete atrasa a produção de qualquer print farm.
A boa notícia é que o stringing não é um defeito físico da sua impressora, mas sim uma falha de calibração entre o filamento e o fatiador. Neste guia rápido, vamos mostrar o passo a passo para eliminar os fiapos de uma vez por todas.
1. O Vilão Oculto: Filamento Úmido
Antes de mexer em qualquer configuração no OrcaSlicer, Cura ou PrusaSlicer, pare tudo e verifique o seu filamento.
Polímeros como o PETG e o TPU absorvem água do ar muito rápido. Quando o filamento úmido entra no bloco aquecedor, essa água ferve instantaneamente, criando microexplosões de vapor. Isso gera uma pressão interna que joga o plástico para fora do bico, mesmo quando a impressora tenta parar a extrusão.
Sintoma: Fiapos grossos acompanhados de estalos vindos do bico durante a impressão.
A Solução: Não adianta tentar calibrar o fatiador com filamento “soprado”. Coloque o rolo em uma secadora dedicada ou na sua estufa controlada por pelo menos 4 a 6 horas antes de prosseguir.
2. Ajustando a Retração (A Configuração Chave)
A retração é o movimento que a impressora faz ao puxar o filamento um pouquinho para trás logo antes de fazer um deslocamento no ar (travel). Isso alivia a pressão no bico e evita que o plástico escorra.
Você precisa ajustar dois valores no seu fatiador:
Distância de Retração:
- Se a sua impressora é Direct Drive (extrusor direto no cabeçote), use valores baixos, entre 0.4 mm e 1.2 mm.
- Se a sua impressora é Bowden (com aquele tubo PTFE longo), os valores precisam ser maiores, entre 3.0 mm e 6.0 mm.
Velocidade de Retração: Geralmente fica na faixa estável entre 35 mm/s e 45 mm/s. Retrair rápido demais pode “cavar” o filamento, e retrair muito devagar deixa o plástico escorrer.
3. Temperatura do Bico: O Plástico Está “Soprado”?
Quanto mais quente o bico estiver, mais fluido e “líquido” o plástico fica, facilitando o gotejamento durante os movimentos vazios.
Como cada marca de filamento se comporta de um jeito, a melhor ferramenta aqui é imprimir uma Torre de Temperatura (você encontra facilmente na aba de calibrações do OrcaSlicer). Ela vai testar o mesmo filamento em degraus de temperatura diferentes. Escolha o menor valor que ainda mantenha uma excelente adesão entre as camadas e que apresente menos fiapos.
4. Velocidade de Deslocamento (Travel Speed)
O tempo que a cabeça de impressão leva para ir de um ponto ao outro sem extrudar plástico é crucial. Se o cabeçote se move devagar, dá tempo de o plástico derretido escorrer pela gravidade.
Configuração: Aumente a velocidade de Travel no seu fatiador. Máquinas modernas trabalham tranquilamente com deslocamentos entre 250 mm/s e 500 mm/s. Quanto mais rápido o bico se mover entre as ilhas da peça, menos tempo ele terá para deixar rastros.
Checklist Rápido contra o Stringing
Se a sua peça começou a sair com “cabelos”, siga esta ordem exata de resolução:
- [ ] Seque o filamento (especialmente se for PETG, TPU ou Nylon).
- [ ] Imprima uma Torre de Retração para achar a distância ideal do seu extrusor.
- [ ] Reduza a temperatura do bico em intervalos de 5°C para testar.
- [ ] Ative a função “Z-Hop apenas sobre a peça” ou desligue o Z-Hop temporariamente (às vezes o movimento de subir o bico puxa um fio de plástico).
Conclusão e Próximos Passos
Eliminar os fiapos é uma mistura de manter o material seco com o ajuste fino da retração. Ao dominar essa calibração, você reduz drasticamente o tempo de pós-processamento e garante peças funcionais limpas e profissionais logo após a remoção da mesa.
Qual material te dá mais dor de cabeça com fiapos por aí? Já conseguiu zerar o stringing no PETG? Comente aqui embaixo qual configuração resolveu o problema na sua impressora!